 |
| Herkunftsort: | China |
| Markenname: | MBS |
| Zertifizierung: | TUV |
| Modellnummer: | LXR055-900-002 |
| Name: | Sägeblätter für Reibungssägen |
|---|---|
| Zahnteilung: | Lasergeschnitten oder gepunktet |
| Zähne: | Geschärft |
| Farbe: | Natürlich |
| Funktion: | mit einer Breite von nicht mehr als 15 mm |
| Besonderheit: | mit einer Breite von nicht mehr als 15 mm |
| Oberflächenbehandlung: | mit einer Dicke von mehr als 50 g |
| Gehäusematerial: | 65MN |
| Größe: | 900 mm |
| Zähne nummerieren: | 288 |
| Plattendicke: | 6.0 mm |
| Langeweile: | 110 mm |
Kaltes Sägeblatt
Friction-Sägeblätter für die Metallbearbeitung
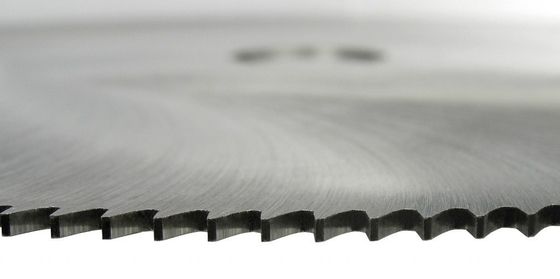
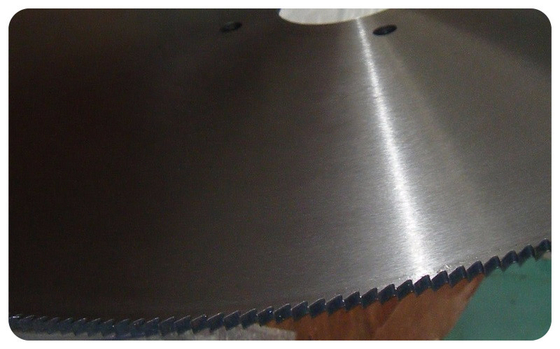
Trennsägeblatt MBS Hardware 900mm x 110mm x 6,0mm Z=288Friction-Sägeblätter werden häufig zum Schneiden von Rohren, Rohren, Vollstäben, Winkelstahl, Gussstücken, Schmiedestücken, Profilen, Knüppeln usw. verwendet.Friction-Sägeblätterbis zu 1200 mm Durchmesser sind Werkzeuge mit hohem Wirkungsgrad, die aus bewährten Stahlplatten mit einer Zugfestigkeit von 850 bis 950 N/mm2 hergestellt werden.
Friction-Sägeblätter
| werden zum Schneiden von Stahlrohren und -profilen bei niedriger Arbeitstemperatur verwendet, d. h. bei einer Materialtemperatur von bis zu 250° C. Sie bestehen aus Chrom-Vanadium-Stahl (DIN 1.2235) und werden wärmebehandelt, um das optimale Verhältnis von Zähigkeit und Härte zu erreichen, das für das Schneiden von Material mit hoher Umfangs-Schnittgeschwindigkeit geeignet ist. Das Schneidprinzip besteht im Schmelzen des Materials an der Schnittstelle, das durch eine spezielle Art von Zähnen verursacht wird. | Andere Größen und Spezifikationen: | Durchmesser (mm) | Breite (B) |
| Bohrungsdurchmesser (D) | Zahnzahl (Z) | 350 | 2,2,2,5,3,0 |
| 32 | 160,180,200,220 | 400 | 3,0,3,5 |
| 40 | 140,160,180,200,216 | 430 | 4,0 |
| 80 | 180,200,216,268 | 500 | 3,5,4,0 |
| 65 | 180,200,216,268 | 550 | 3,5,4,0 |
| 70 | 180,200,216,268 | 650 | 3,5,4,0 |
| 80,90,100 | 180,200,216,268 | 650 | 3,5,4,0 |
| 80,90,100 | 180,200,216,268 | 700 | 4,5,5,0 |
| 60,90,100 | 216,240,300 | 750 | 5,0,5,5 |
| 65,70,90 | 250,260,366 | 800 | 5,0,6,0 |
| 65,85,90,100 | 250,260,366 | 1050 | 5,0,6,0 |
| 110,120 | 208,238,288,340 | 1000 | 5,5,6,0 |
| 120,130 | 288,48,432 | 1050 | 5,5 |
| 110,120 | 288 | 1200 | 6,0,8,0 |
![]()
![]()
![]()
![]()
120 348
Qualitäts-Friction-Sägeblätter sind durchgehärtet für verbesserte Haltbarkeit
![]()
![]()
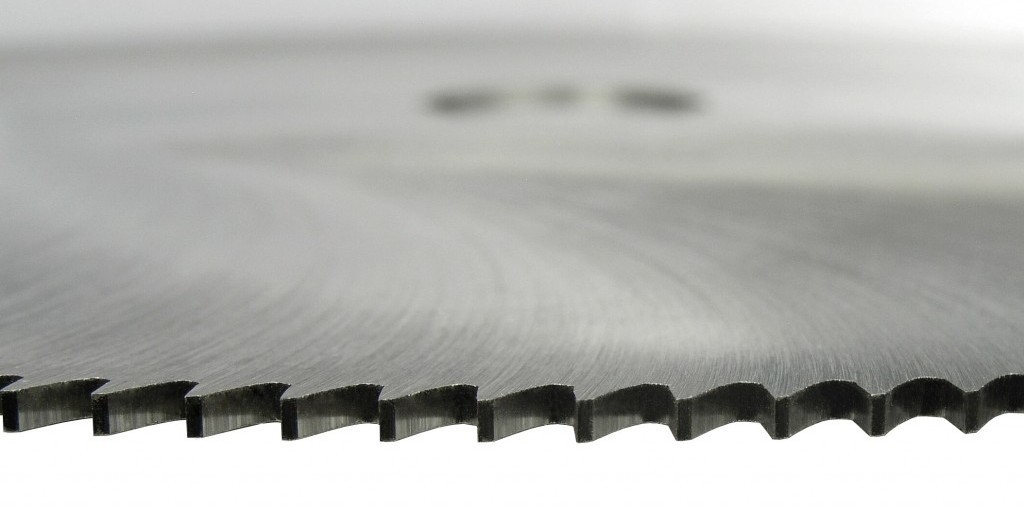
und für einen besseren Service, da keine Wartung erforderlich ist, außer dem Nachschärfen. Darüber hinaus ermöglichen nur durchgehärtete Blätter eine überlegene Ebenheit, Radial- und Seitenschlag sowie eine korrekte Spannung. Die empfohlene Härte liegt im Bereich zwischen 42 – 46 HRc, kann aber je nach Anwendung und den Präferenzen des Benutzers variieren. Die Zähne werden in den vollen Blattkörper gefräst, um höchste Präzision zu gewährleisten, die der Qualität von geschliffenen Zähnen entspricht oder diese sogar übertrifft. Die Form der Zähne unterstützt das Entfernen von Spänen aus dem Zahnzwischenraum. In den meisten Fällen sind die Blätter auf beiden Seiten hohl geschliffen, um ein Verklemmen des Blattes während des Gebrauchs zu verhindern und die Bildung von Rissen zu reduzieren. Parallel geschliffene Friction-Sägeblätter zeigen jedoch oft ebenso gute Leistungen und sind kostengünstiger. Die Herstellung von Friction-Sägeblättern erfordert strenge Qualitätskontrollen, da hohe Schnittgeschwindigkeiten und extreme Belastungen keine Abweichungen von den Fertigungstoleranzen zulassen, um möglicherweise katastrophale Folgen zu vermeiden.
Um die notwendige Stabilität beim Schneiden zu erreichen, liegt das empfohlene Durchmesser/Dicken-Verhältnis im Bereich von 0,6 – 1,0 % des Durchmessers; d. h. ein 500 mm Blatt sollte eine Dicke von ca. 3 - 5 mm haben. Es ist zu beachten, dass die Dicke des Blattes in Kombination mit der Dicke des zu schneidenden Materials die erforderliche Leistung der Sägemaschinen bestimmt. Wenn die Maschine für die Anwendung oder für das verwendete Friction-Sägeblatt zu schwach ist, wirkt sich dies negativ auf die Schneideigenschaften aus. Die Schneideigenschaften werden auch durch die Zahnform und die Teilung beeinflusst. Obwohl andere Zahnformen verwendet werden, ist der am häufigsten verwendete Zahn die "Papageienschnabel"-Form, die sich zum Industriestandard entwickelt hat. Der Spanwinkel sollte immer negativ sein, um a) die Zahnlasten niedrig zu halten, um die Wärmeübertragung in die Zähne des Blattes zu minimieren, und b) das Entfernen von Spänen/Chips aus dem Zahnzwischenraum zu unterstützen.Um die notwendige Stabilität beim Schneiden zu erreichen, liegt das empfohlene Durchmesser/Dicken-Verhältnis im Bereich von 0,6 – 1,0 % des Durchmessers; d. h. ein 500 mm Blatt sollte eine Dicke von ca. 3 - 5 mm haben. Es ist zu beachten, dass die Dicke des Blattes in Kombination mit der Dicke des zu schneidenden Materials die erforderliche Leistung der Sägemaschinen bestimmt. Wenn die Maschine für die Anwendung oder für das verwendete Friction-Sägeblatt zu schwach ist, wirkt sich dies negativ auf die Schneideigenschaften aus. Die Schneideigenschaften werden auch durch die Zahnform und die Teilung beeinflusst. Obwohl andere Zahnformen verwendet werden, ist der am häufigsten verwendete Zahn die "Papageienschnabel"-Form, die sich zum Industriestandard entwickelt hat. Der Spanwinkel sollte immer negativ sein, um a) die Zahnlasten niedrig zu halten, um die Wärmeübertragung in die Zähne des Blattes zu minimieren, und b) das Entfernen von Spänen/Chips aus dem Zahnzwischenraum zu unterstützen.